各位大佬,我现在遇到一个状况,ABB伺服E190直接与电脑衔接,运用Mint WorkBench通讯调试都是正常的,轴都能动也不报错。可是一旦将PLC(西门子CPU1515-2PN)与E190伺服驱动器的网线插上,ABB伺服就会报10026毛病,我看了一下阐明,也没看懂是什么意思

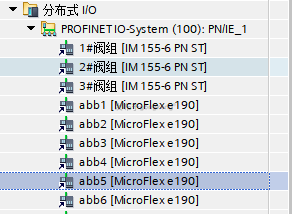
其他还有个现象是,在博图软件中,在线程序后,能够正常的看到对应分布式IO里边,ABB伺服驱动器后边的状况会一直在绿色的勾和赤色扳手之间切换(下图中是离线截的图)
我现已卧床一个多月了,是出去装置机械手在高速遭受事故所造成的:我们作业都要特别注意啊
老毛桃一键复原,傻瓜式操作一键轻松备份复原;程序为导游式装置,一键就能够完成主动备份或复原体系。
急!欧姆龙CJ1M系列PLC,怎么用时刻操控变频器。要求时刻在组态王中能够自在输入!托付各位大神了!

1、先阐明:10026毛病阐明里的 “不存在 PDO 数据(从管理器 (MN) 到运送器 (CN))”,理解为Profinet 通讯中,PLC(主站)与伺服(从站)的 PDO(进程数据目标)装备不一致,导致伺服没收到预期的 PDO 数据。
简单说:便是博图里组态的 PDO 参数(数据长度、格局、映射),和 E190 伺服里实践设置的 PDO 不匹配。2、之所以用电脑通讯正常,而PLC不能够:由于伺服和电脑(Mint WorkBench)通讯是 “直接调试形式”,不需求 PDO;但和 PLC 走 Profinet 时,一定要经过GSD 文件 + PDO 映射来传输操控 / 状况数据,这一步装备错了。3、处理PDO装备相关:
ABB E190 的 Profinet 通讯需求专用的GSDML 文件,有必要从 ABB 官网下载对应类型(E190)的最新版别,再导入博图。
过错事例:用了其他类型(如 E150)的 GSD,或 GSD 版别太旧,导致 PDO 选项不匹配。
在博图里组态 E190 时,需求在 “模块参数” 中挑选正确的 PDO 报文类型(如 PPO3/PPO4),并保证:
PLC 侧的 PDO 输出(操控字、速度 / 方位给定),和E190 侧的 PDO 输入完全一致(数据长度、字节次序、映射地址)。
E190 侧的 PDO 输出(状况字、实践值),和PLC 侧的 PDO 输入完全一致。
翻开博图,在 E190 的 “特点→模块参数” 中,挑选和 Mint 里完全相同的 PDO 报文(如 “4 字输出 + 4 字输入”)。
保证 E190 的 IP 地址、子网掩码,和 PLC 在同一网段,且没有 IP 抵触。
博图里 E190 的 “设备称号” 有必要和 E190 伺服里设置的Profinet 设备称号完全一致(区别大小写)。
查看 PLC 的 IO 地址分配,保证 E190 的输入 / 输出地址没有和其他设备抵触。看看这样是否能处理你的问题。

这个 10026 毛病是 PLC(管理器 MN)到伺服(长途轴 CN)的 PDO 数据丢掉。原因是 PLC 和伺服的 EtherCAT/EPL 通讯装备不对,导致衔接不稳定(状况来回跳)。
你需求查看 PLC 端的伺服通讯装备(PDO 映射、节点设置),以及网络接线是不是牢靠。



